

咨詢熱線:
13929464938 (微信同號)
咨詢熱線:
13929464938 (微信同號)
東莞協(xié)宏-注塑模成型原理,烘干的塑料顆粒通過成型機(jī)料斗進(jìn)入成型機(jī)料筒,在加熱片加熱和螺桿旋轉(zhuǎn)產(chǎn)生的剪切熱的共同作用下塑料顆粒成為熔融狀態(tài), 熔融塑膠在成型機(jī)機(jī)頭部分聚集,計(jì)量 螺桿停止轉(zhuǎn)動,改為向前平動,擠壓塑料熔體,塑膠進(jìn)入模具澆注系統(tǒng),然后流到模具成型型腔,通過模具本身熱傳導(dǎo)以及模具外加的冷卻系統(tǒng)使塑膠冷卻凝固冷卻完全后,打開模具,成型機(jī)的頂出系統(tǒng)將產(chǎn)品頂出,同時(shí)成型機(jī)螺桿后退開始下一次塑膠熔融計(jì)量。
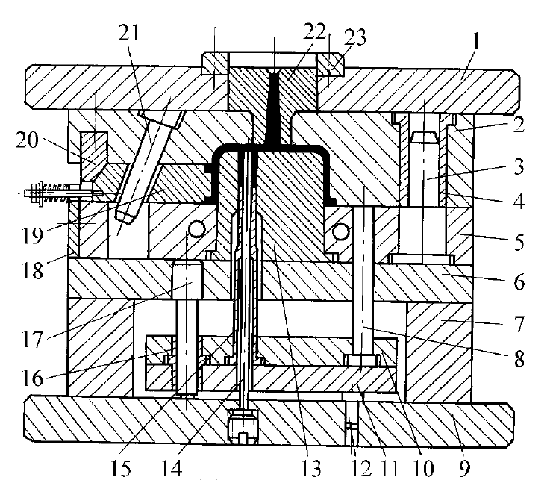
注塑模成型七大系統(tǒng):澆注系統(tǒng),導(dǎo)向系統(tǒng),成型系統(tǒng),抽芯系統(tǒng),頂出系統(tǒng),冷卻系統(tǒng),排氣系統(tǒng)。
澆注系統(tǒng):主流道,分流道,澆口,冷料井。如上頁1 2.
導(dǎo)向系統(tǒng):導(dǎo)柱,導(dǎo)套,定位塊等。成型系統(tǒng):模仁,鑲塊等。如上頁3 4.抽芯系統(tǒng):滑塊,斜銷等。
頂出系統(tǒng):頂針,頂塊等。如上頁5 6.冷卻系統(tǒng):模具本身的散熱,水路冷卻。如上頁6 7
排氣系統(tǒng):模具各鑲件的配合間隙,頂針配合間隙,外加的排氣槽。

注塑模成型介紹-其他輔助系統(tǒng)
運(yùn)輸板:在模具的運(yùn)輸、吊裝過程中連接公母模,不至于公母模分開的一個(gè)小板。
銘牌:標(biāo)識模具所有權(quán),模具成型零件,模具制造時(shí)間,模具廠信息等。
吊模孔:架模時(shí)需要起重設(shè)備將模具吊起,為此在模板上加工的螺絲孔。單個(gè)模板都必須有吊模孔。
撬模坑:一般在模板的四個(gè)角的斷差,主要為方便模具拆裝,尤其是公模板一定要有,因?yàn)樵谀>邚某尚螜C(jī)上下來時(shí),型腔壓力會小于外接大氣壓,加上塑膠粘結(jié),就必須將模具撬開。
微動開關(guān):確認(rèn)開模后,頂針板回復(fù)到位的確認(rèn)開關(guān)。也可以用在油壓缸行程開關(guān)。
擋塵板:頂出板的運(yùn)動,需要一定的空間,在模具上這部分是開放的,很容易掉進(jìn)其他東西,如扳手,料頭等,加工模具卡死。這時(shí)在模具的上表面安裝一塊板遮擋以下,就是擋塵板。
計(jì)數(shù)器:顯示模具完成多少次開合模

 全國服務(wù)熱線
全國服務(wù)熱線

外殼注塑件")
頂盒外殼注塑件")

機(jī)外殼注塑件")