

咨詢熱線:
13929464938 (微信同號)
咨詢熱線:
13929464938 (微信同號)
多年來我們已經(jīng)制作了數(shù)十萬個模具!憑借如此豐富的經(jīng)驗,它符合我們所看到的設(shè)計領(lǐng)域,其中注塑加工專業(yè)知識顯而易見,而其他設(shè)計則無法生產(chǎn)功能性工具和高質(zhì)量零件。讓我們來談?wù)剳?yīng)該注意的六個可避免的美學(xué)問題,這些問題在模制零件中可能會出現(xiàn):下沉、翹曲、阻力、漩渦、熔合線和飛邊。您對這些了解得越多,獲得結(jié)構(gòu)合理且美觀的零件和產(chǎn)品的機會就越大。
在某些方面,注塑加工成型零件就像烘烤蛋奶酥。如果內(nèi)部不能很快凝固,頂部就會慢慢地自行塌陷,給你留下一份可以食用的甜點,但在美觀上卻不太令人滿意。與模制件相同。
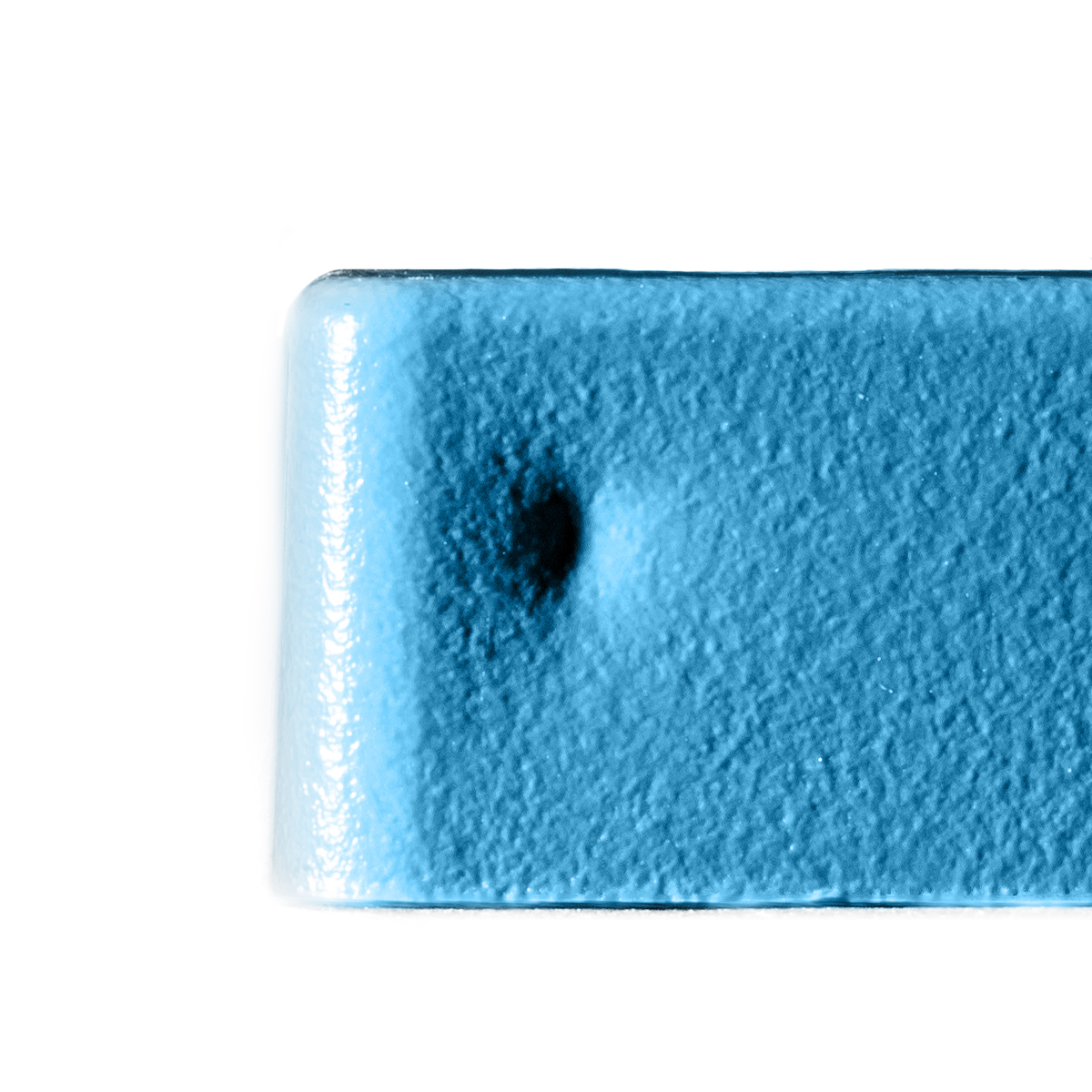
水槽看起來像模制件表面上的一個凹坑。這是由于比正常橫截面更厚、零件設(shè)計不均勻或澆口位置不當(dāng)(熱塑料首先進入模具型腔的門口)造成的。聚丙烯和乙縮醛都容易下沉。如果您選擇纖維或玻璃填充材料,它們會產(chǎn)生更強的粘合力并且不太可能下沉。從設(shè)計角度來看,避免此問題的一種方法是遵循我們的壁厚建議對于每種材料,建議工件的最小壁厚不少于其最厚部分的 40% 至 60%。另外,只要有可能,模具內(nèi)的材料流動應(yīng)從厚流向薄,因此您可能必須重新調(diào)整模具型腔的方向或?qū)部诜胖迷谧畛鯙檠b飾表面保留的區(qū)域。
雖然厚特征肯定會帶來問題,但你也可能在另一個方向走得太遠。薄特征是設(shè)計零件時需要牢記的另一件重要事情。例如,如果您的零件中內(nèi)置有肋條以提供支撐,但這些肋條太薄,它們的冷卻速度會比周圍材料快得多。這種快速冷卻的表現(xiàn)與厚區(qū)域類似,在零件外部表現(xiàn)為凹陷或陰影痕跡。薄的區(qū)域也很難彈出,這意味著您可能會看到零件變形,甚至是針沖孔。橫截面非常薄的區(qū)域也難以填充或推動塑料穿過,這可能導(dǎo)致零件填充不完全或焊縫未完全粘合的薄弱區(qū)域。
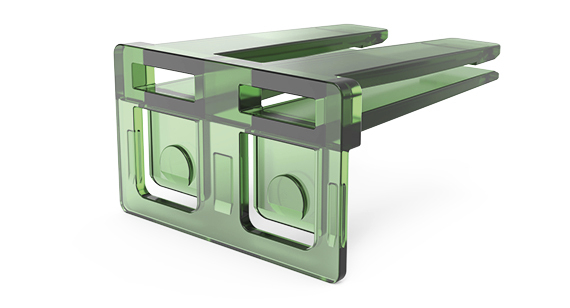
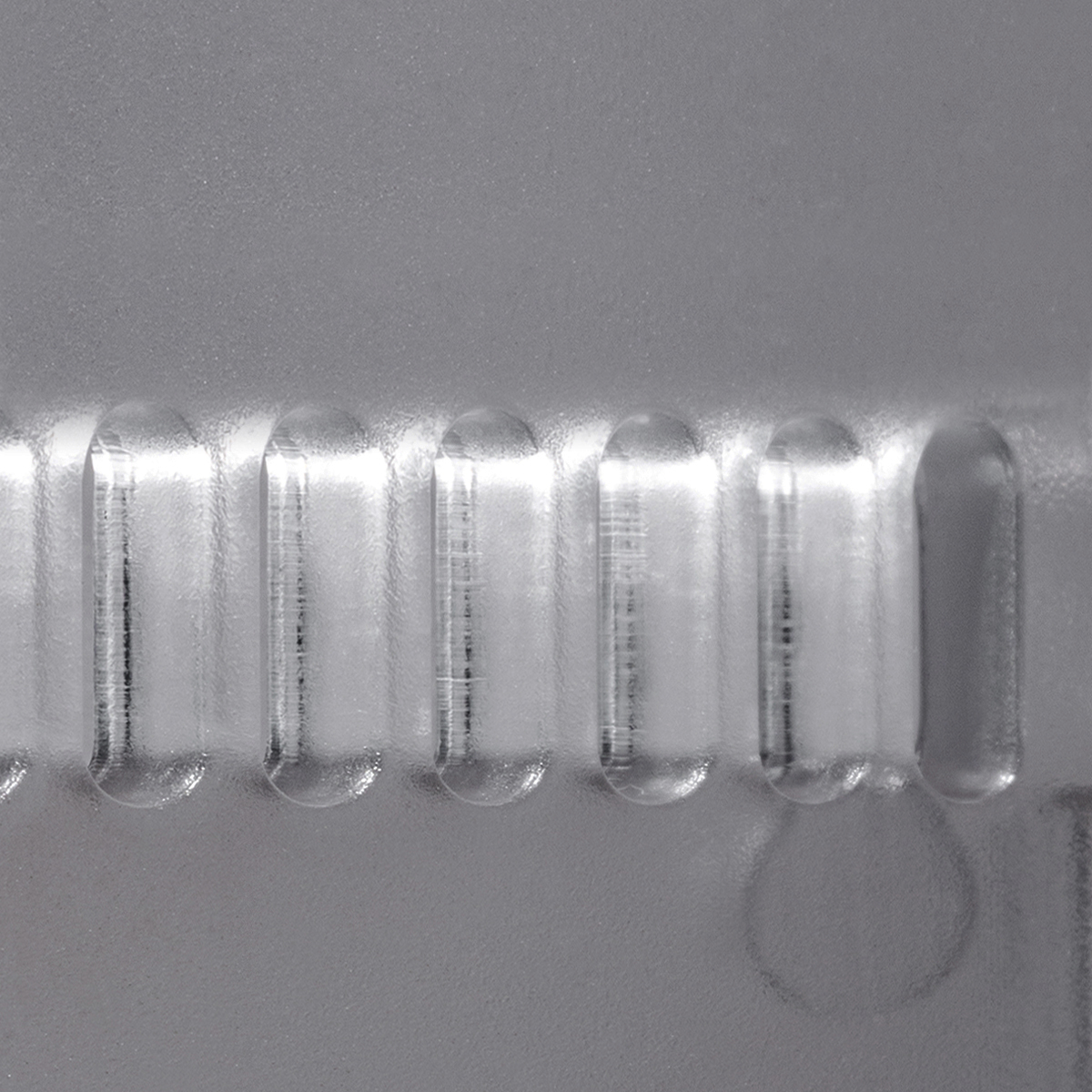
剛才我們提到纖維或玻璃填充材料可以增強材料中的粘合力,從而有助于避免下沉。不利的一面是,如果您選擇這些,則更有可能遇到扭曲問題。原因如下:當(dāng)注塑加工零件冷卻時,玻璃纖維往往會沿同一方向排列,從而產(chǎn)生內(nèi)應(yīng)力。此外,當(dāng)您設(shè)計的零件對于目標(biāo)材料來說壁太薄時,它可能會像薯片一樣卷曲。嗯?不會。這是一種變形,可以通過遵循與水槽相同的規(guī)則(即保持在一般壁厚準(zhǔn)則內(nèi))來輕松避免。具有內(nèi)部支撐結(jié)構(gòu)的零件(支撐薄壁的角撐板或大平面的羅紋)最能防止翹曲。
注塑加工零件時最令人滿意的事情之一是頂針將零件彈出而不被鉤住。您可以通過添加足夠的草稿來確保發(fā)生這種情況。蛋糕盤向頂部擴展是有原因的:它使您的甜點更容易整塊出來。這就是拔模,它是任何模具設(shè)計的重要組成部分。垂直壁(表面與模具操作方向平行的壁)應(yīng)具有 1/2 度的最小拔模角。想要真正安全嗎?2 度甚至更好,而紋理豐富的表面可能需要 5 度或更多度才能使零件令人滿意地彈出。如果沒有適當(dāng)?shù)陌文P倍龋慵棾黾词共皇遣豢赡芤矔兊美щy,并且丑陋的拖曳線或刮痕可能會破壞零件的美觀。
那種沉淪的感覺
在某些方面,注塑加工零件就像烘烤蛋奶酥。如果內(nèi)部不能很快凝固,頂部就會慢慢地自行塌陷,給你留下一份可以食用的甜點,但在美觀上卻不太令人滿意。與模制件相同。
水槽看起來像模制件表面上的一個凹坑。這是由于比正常橫截面更厚、零件設(shè)計不均勻或澆口位置不當(dāng)(熱塑料首先進入模具型腔的門口)造成的。聚丙烯和乙縮醛都容易下沉。如果您選擇纖維或玻璃填充材料,它們會產(chǎn)生更強的粘合力并且不太可能下沉。從設(shè)計角度來看,避免此問題的一種方法是遵循我們的壁厚建議對于每種材料,建議工件的最小壁厚不少于其最厚部分的 40% 至 60%。另外,只要有可能,模具內(nèi)的材料流動應(yīng)從厚流向薄,因此您可能必須重新調(diào)整模具型腔的方向或?qū)部诜胖迷谧畛鯙檠b飾表面保留的區(qū)域。
雖然厚特征肯定會帶來問題,但你也可能在另一個方向走得太遠。薄特征是設(shè)計零件時需要牢記的另一件重要事情。例如,如果您的零件中內(nèi)置有肋條以提供支撐,但這些肋條太薄,它們的冷卻速度會比周圍材料快得多。這種快速冷卻的表現(xiàn)與厚區(qū)域類似,在零件外部表現(xiàn)為凹陷或陰影痕跡。薄的區(qū)域也很難彈出,這意味著您可能會看到零件變形,甚至是針沖孔。橫截面非常薄的區(qū)域也難以填充或推動塑料穿過,這可能導(dǎo)致零件填充不完全或焊縫未完全粘合的薄弱區(qū)域。
剛才我們提到纖維或玻璃填充材料可以增強材料中的粘合力,從而有助于避免下沉。不利的一面是,如果您選擇這些,則更有可能遇到扭曲問題。原因如下:當(dāng)零件冷卻時,玻璃纖維往往會沿同一方向排列,從而產(chǎn)生內(nèi)應(yīng)力。此外,當(dāng)您設(shè)計的零件對于目標(biāo)材料來說壁太薄時,它可能會像薯片一樣卷曲。嗯?不會。這是一種變形,可以通過遵循與水槽相同的規(guī)則(即保持在一般壁厚準(zhǔn)則內(nèi))來輕松避免。具有內(nèi)部支撐結(jié)構(gòu)的零件(支撐薄壁的角撐板或大平面的羅紋)最能防止翹曲。
沒有人希望自己的零件看起來像大理石蛋糕。為了避免這種情況,請為您的零件添加顏色。我們庫存了 40 多種標(biāo)準(zhǔn)著色劑,這些著色劑在成型運行前與天然樹脂顆粒混合。組合通常非常接近目標(biāo)顏色,但最終產(chǎn)品可能會因所使用的聚合物、工具的紋理和拋光以及混合過程中的旋轉(zhuǎn)而有所不同。如果您希望零件具有相同的顏色匹配,最好從外部供應(yīng)商購買顏色匹配的預(yù)混樹脂。我們接受大多數(shù)客戶提供的樹脂。
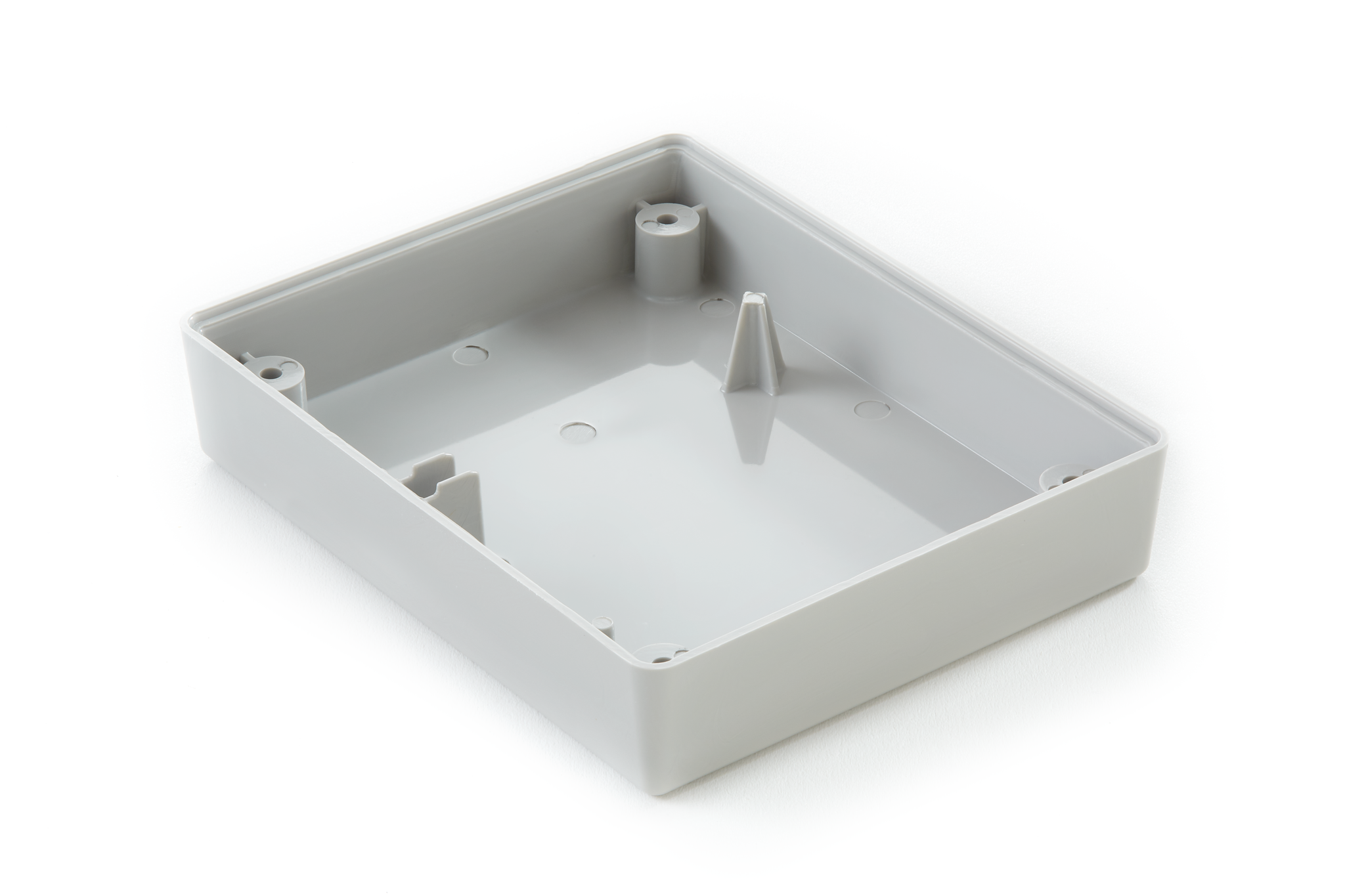
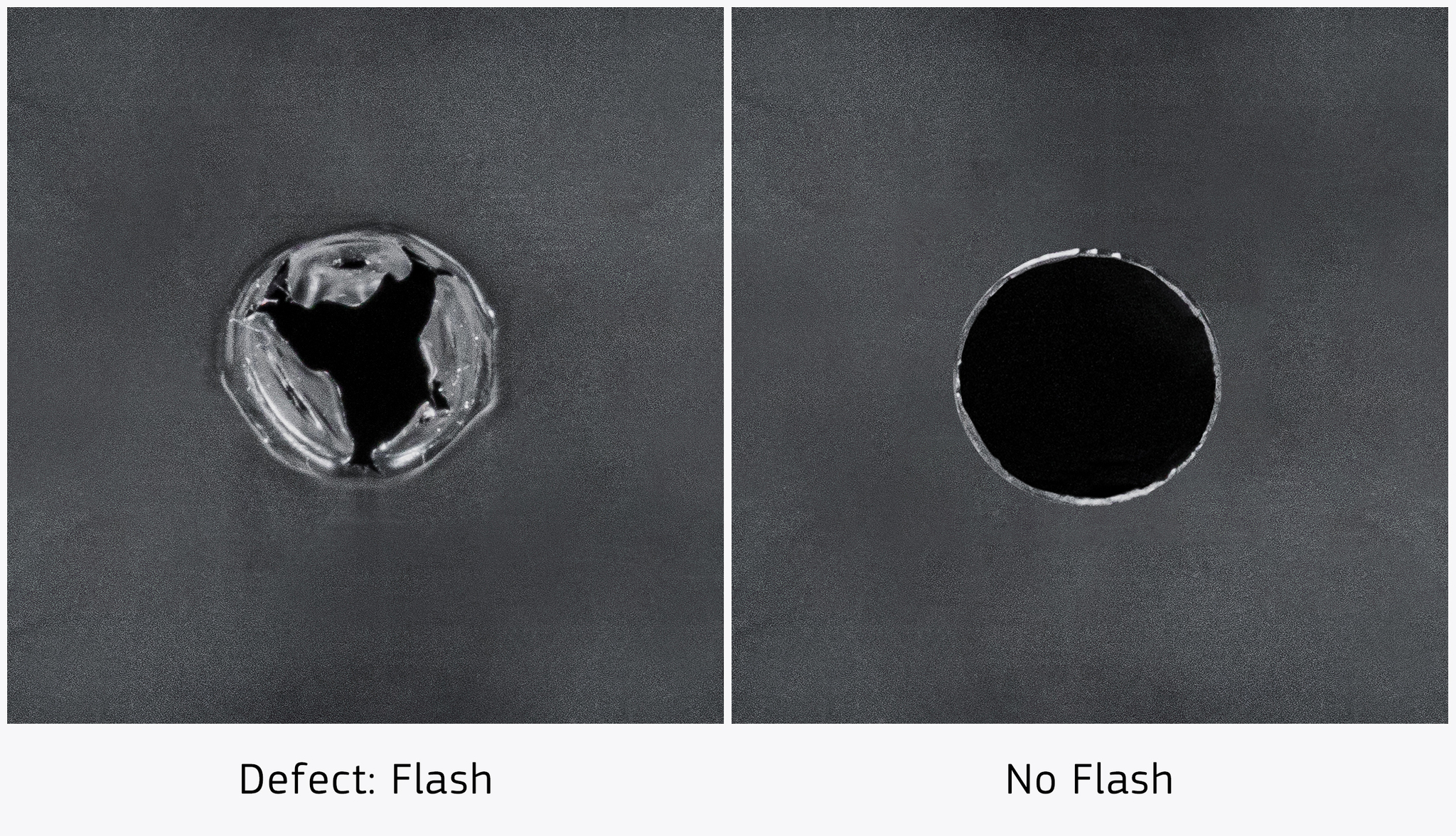
關(guān)于針織線的挑剔
當(dāng)兩股熔融塑料在模具中相遇時,它們能否和平地混合在一起值得懷疑。相反,他們更有可能保持分離,中間有一條分界線。您經(jīng)常會在孔或其他核心特征的邊緣看到它們。在大多數(shù)情況下,編織線純粹是裝飾性的,但就像沿著邊緣粘合的兩塊木頭一樣,如果遇到很大的壓力(例如來自螺釘?shù)膲毫Γ擖c可能會失效。在這種情況下,在孔周圍設(shè)計一個加強凸臺特征是一個很好的預(yù)防措施,或者完全跳過該孔,然后再鉆孔

 全國服務(wù)熱線
全國服務(wù)熱線




機外殼注塑件")